
RB用メインスタッドボルトMAIN STUDS SET RB
RB用メインスタッドボルト
強化ボルト
クランクベアリングキャップは、高回転、高負荷時のクランクシャフトの曲げや、ねじり振動にも耐え、強固にベアリングを固定して、厳密にメタルクリアランスを確保する必要があります。ただし、一般のボルト・ナットの結合では、その持性上どんな高強度ボルトを用いても、締め付け力がネジの第1山から3山に集中し、トータルの締め付け力がある値以上に増やせません。また過大な応力がそこに集中し、破損することもあります。スタッドボルト式は、ネジの力学的設計からネジ山のすべてで締め付け力を分担し、強大な締め付け力を発生させます。
PRODUCT INFO
| 適合 | 品番 | 定価 | 内容 |
|---|---|---|---|
| RB26 RB25 RB20 |
193013 | ¥58,000 (税込 ¥63,800) | ・ボルトL×3 ・ボルトS×11 ・ナット×14 |
FEATURE / SPEC
| 材質MATERIAL | ・ボルト SNCM439 (WPC処理) ・ナット SCM435 引張強度 220,000psi (155kgf/m㎡) 硬度 HRC40~50 * Bolt SNCM439(WPC finish) * Nut SCM435 Tensile strength 220,000psi (155kgf/m㎡) Hardness HRC40~50 |
|---|---|
| サイズSIZE | M10 P1.50 |
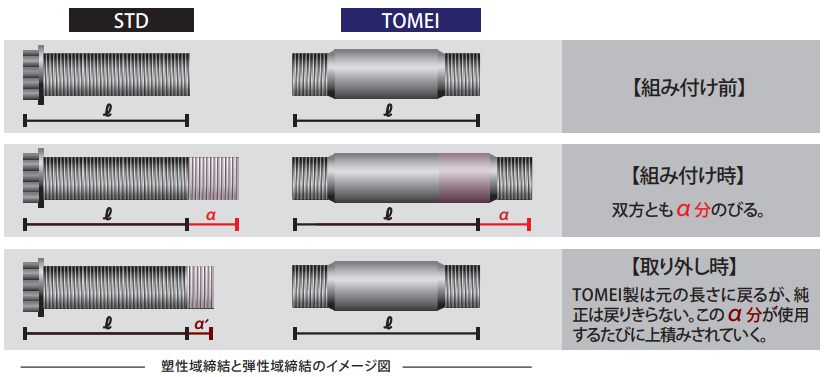
一般的にネジやボルトは、そのもの自体が伸びることによる反力で締結力を発生させています。純正ボルトは塑性域締結を採用しているため、一度伸びたら完全には戻らないという特性をもっています。 エンジンをチューニングする場合、ダミーヘッドを取り付けてのボーリング・ホーニング、メタル合わせの繰り返しなど、同一ボルトを複数回使用するため、純正ボルトのように使用のたびに伸びていたのでは、軸力の管理や厳密なクリアランスの管理が難しくなります。
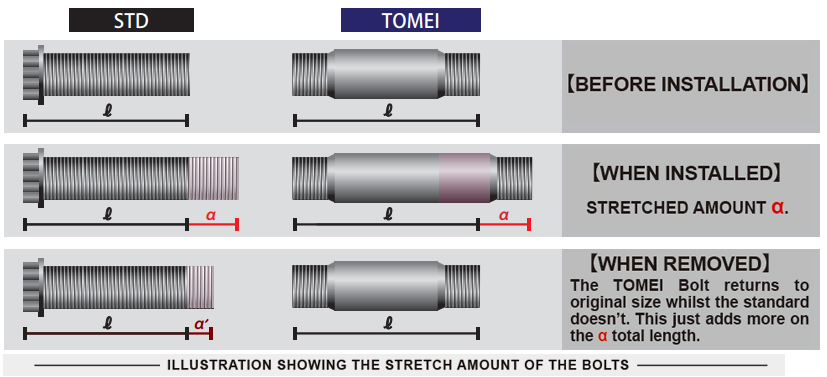
TOMEIスタッドボルトは、これを弾性域締結に変更することによる高い再現性と、材質・製法などの変更により、精密かつ強靱な締結を実現しました。 Bolts and screws in general will stretch when placed under stressful conditions. The stock bolts will tend not to return perfectly to its original shape once stretched due to the manufacturing methods used for the original purpose of the bolt design. Tuned engines will go through many procedures which require the bolts to be reused during every step. When having a dummy head installed and getting a bore and hone, when checking for bearing clearances and so on. So when the bolts are removed and torque up repeatedly bolt stretch management will then become difficult to manage the and retain the strict clearances required. The TOMEI Stud bolts are the best choice for high performance precision engines which require the fixed elastic range of the bolt set for repeated use and to maintain performance. The TOMEI Bolts will keep your engine together when needed most.
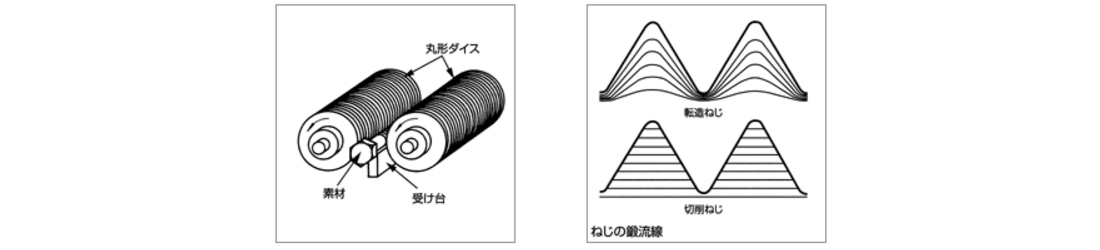
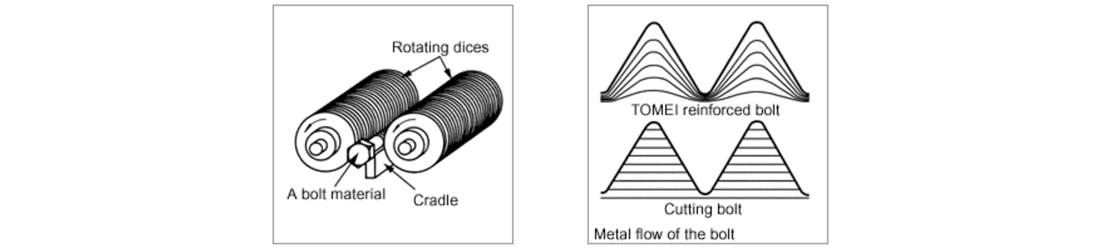
TOMEI強化ボルトは、クロモリ鋼を熱処理した後に転造することで、引っ張り強さ、衝撃強さ、表面硬さ、疲れ強さ、さらに品質、精度などあらゆる性能を従来の強化ボルト以上に高めました。 Rotation processing is the method of Rotating Die and Work Hardening the raw core of the bolt is placed on the cradle between the two rotating die with pressure applied from both sides. The metallic crystals within the bolts are then deformed at a microscopic scale, and then interacted with one another to make up a strengthened bolt that carries increased yield strength. The chromoly steel of the Tomei strengthened bolt is first heat treated and rolled on the rotating die, increasing impact resistance, surface strength, and longevity. These standards add up for the highest quality product available. ●角度締めによる軸力管理ANGLE TORQUE BOLT TIGHTENING METHOD 「角度締め」でなければエンジンの組み付けはできません。 強化スタッドボルトやコンロッドボルトの締め付け時に指示している角度は、アングルゲージを用いて厳密に計測することが必要です。アングルゲージがない状態で目分量で計測したり、トルク法への置き換えは大変危険です。これらの方法を用いると、設定値の締め付け軸力が正確にかからないため、下記の不具合が発生することがあります。 An engine cannot be properly built without the use of the angle torque method when tightening certain bolts. It is necessary to utilize a special angle gauge when tightening strengthened studs and connecting rod bolts. Applying torque to the bolts without this specialized tool can lead to immediate or eventual catastrophic failure of the engine assembly.
| 締め付け軸力不足Lack of bolting force | 締め付け軸力過大Excessive bolting force | |
|---|---|---|
| ヘッドボルトHead bolt | ・ シール面圧不良によるガス、水、オイル漏れ ・ 締め付け軸力のさらなる低下、緩み、エンジン破損・Leaking gas, water, oil caused by lack of the sealing pressure ・The further fall of bolting force, loosening, and engine breakage. |
・ シール面圧不良によるガス、水、オイル漏れ ・シリンダーの変形によるシリンダーの破損 ・シリンダーの変形によるピストンクリアランス不良・ Leaking gas, water, and oil from excessive bolting or failure of sealing pressure. ・Breakage of the cylinder from distortion. ・Poor piston clearance caused by cylinder distortion. |
| クランクキャップボルト コンロッドボルトCrank bearing cap bolt Conrod bearing cap bolt |
・ メタルの当たり不良によるエンジン焼き付き ・メタルのクリアランス過大による異音 ・締め付け軸力のさらなる低下、緩み、エンジン破損・Worn out of the engine by bad bearing assembly. ・Noise by too much clearance of bearing. ・The further fall of bolting force, loosening, and engine breakage. |
・ メタルの当たり不良によるエンジン焼き付き ・メタルのクリアランス不足によるエンジン焼き付き・Worn out of the engine by bad bearing assembly. ・Worn out of the engine by poor clearance of the bearing. |
高精度締め付けが必要な箇所では、「トルク法」は適用できません。
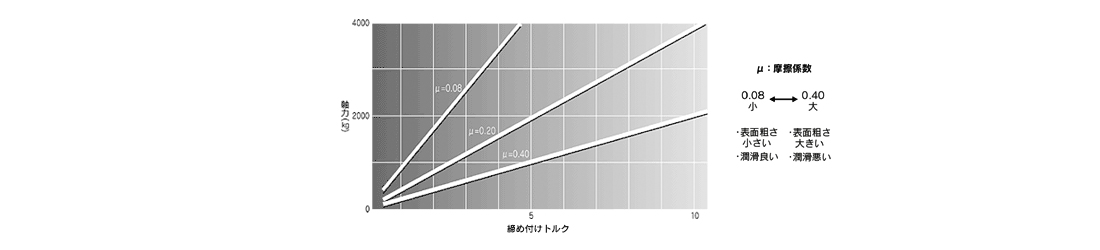
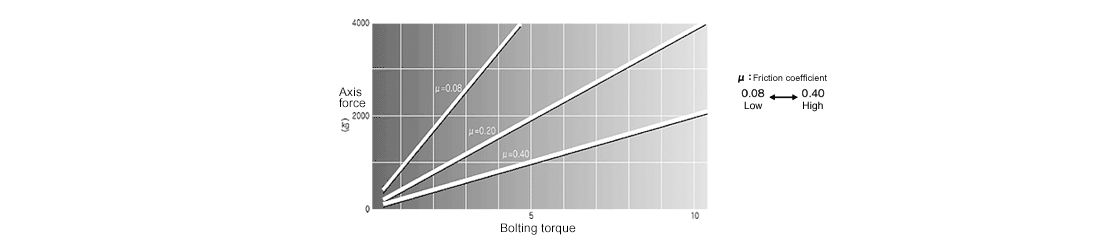
ねじに与えられたトルクの80~90%がねじ面と座面の摩擦で失われてしまい、残りわずか10~20%が軸方向の力に変換されています。ねじ面と座面の摩擦損失は、各接触面の表面荒さや潤滑状態の影響を受け、いくら精度の高い締め付けトルクを与えても、その80~90%を食う摩擦損失がバラつけば、締め付けトルクは信用できないものになってしまいます。 Engine components that require precision accuracy when tightening its bolts cannot be trusted with basic torque figures. This is due to 80~90% of the friction is lost on the surface of the thread and the seat when tightened, with the correct figure being at 10~20% of the torque applied. The surface of the thread and the seat depends on the roughness of each surface and the lubrication state, so that no matter how accurate the torque specs are specified it cannot be trusted.
MAIN STUDS SET RB
REINFORCED BOLT
Crank bearing cap needed to secure strict metal clearance of the crankshaft by fixing bearing firmly at the time of high rotation and high load, enduring the force from bend or torsion vibration. However, in combination with a common bolt and nut, no matter what strengthen bolt it may used, bolting power concentrates on from third mountains to the 1st mountain of the screw, and the total bolting power cannot be increased beyond a certain value. Moreover, excessive stress is concentrated and may damage the bolt. Stud bolt, on the other hand, is applied dynamic design to its threading so that the bolting force is dispersed to all the screw threads and mighty bolting power is generated.
PRODUCT INFO
| APPLICATION | P/N | JPY | CONTENTS |
|---|---|---|---|
| RB26 RB25 RB20 |
193013 | ¥58,000 | ・Bolt L×3 ・Bolt S×11 ・Nut×14 |
FEATURE / SPEC
| 材質MATERIAL | ・ボルト SNCM439 (WPC処理) ・ナット SCM435 引張強度 220,000psi (155kgf/m㎡) 硬度 HRC40~50 * Bolt SNCM439(WPC finish) * Nut SCM435 Tensile strength 220,000psi (155kgf/m㎡) Hardness HRC40~50 |
|---|---|
| サイズSIZE | M10 P1.50 |
一般的にネジやボルトは、そのもの自体が伸びることによる反力で締結力を発生させています。純正ボルトは塑性域締結を採用しているため、一度伸びたら完全には戻らないという特性をもっています。 エンジンをチューニングする場合、ダミーヘッドを取り付けてのボーリング・ホーニング、メタル合わせの繰り返しなど、同一ボルトを複数回使用するため、純正ボルトのように使用のたびに伸びていたのでは、軸力の管理や厳密なクリアランスの管理が難しくなります。
TOMEIスタッドボルトは、これを弾性域締結に変更することによる高い再現性と、材質・製法などの変更により、精密かつ強靱な締結を実現しました。 Bolts and screws in general will stretch when placed under stressful conditions. The stock bolts will tend not to return perfectly to its original shape once stretched due to the manufacturing methods used for the original purpose of the bolt design. Tuned engines will go through many procedures which require the bolts to be reused during every step. When having a dummy head installed and getting a bore and hone, when checking for bearing clearances and so on. So when the bolts are removed and torque up repeatedly bolt stretch management will then become difficult to manage the and retain the strict clearances required. The TOMEI Stud bolts are the best choice for high performance precision engines which require the fixed elastic range of the bolt set for repeated use and to maintain performance. The TOMEI Bolts will keep your engine together when needed most.
TOMEI強化ボルトは、クロモリ鋼を熱処理した後に転造することで、引っ張り強さ、衝撃強さ、表面硬さ、疲れ強さ、さらに品質、精度などあらゆる性能を従来の強化ボルト以上に高めました。 Rotation processing is the method of Rotating Die and Work Hardening the raw core of the bolt is placed on the cradle between the two rotating die with pressure applied from both sides. The metallic crystals within the bolts are then deformed at a microscopic scale, and then interacted with one another to make up a strengthened bolt that carries increased yield strength. The chromoly steel of the Tomei strengthened bolt is first heat treated and rolled on the rotating die, increasing impact resistance, surface strength, and longevity. These standards add up for the highest quality product available. ●角度締めによる軸力管理ANGLE TORQUE BOLT TIGHTENING METHOD 「角度締め」でなければエンジンの組み付けはできません。 強化スタッドボルトやコンロッドボルトの締め付け時に指示している角度は、アングルゲージを用いて厳密に計測することが必要です。アングルゲージがない状態で目分量で計測したり、トルク法への置き換えは大変危険です。これらの方法を用いると、設定値の締め付け軸力が正確にかからないため、下記の不具合が発生することがあります。 An engine cannot be properly built without the use of the angle torque method when tightening certain bolts. It is necessary to utilize a special angle gauge when tightening strengthened studs and connecting rod bolts. Applying torque to the bolts without this specialized tool can lead to immediate or eventual catastrophic failure of the engine assembly.
| 締め付け軸力不足Lack of bolting force | 締め付け軸力過大Excessive bolting force | |
|---|---|---|
| ヘッドボルトHead bolt | ・ シール面圧不良によるガス、水、オイル漏れ ・ 締め付け軸力のさらなる低下、緩み、エンジン破損・Leaking gas, water, oil caused by lack of the sealing pressure ・The further fall of bolting force, loosening, and engine breakage. |
・ シール面圧不良によるガス、水、オイル漏れ ・シリンダーの変形によるシリンダーの破損 ・シリンダーの変形によるピストンクリアランス不良・ Leaking gas, water, and oil from excessive bolting or failure of sealing pressure. ・Breakage of the cylinder from distortion. ・Poor piston clearance caused by cylinder distortion. |
| クランクキャップボルト コンロッドボルトCrank bearing cap bolt Conrod bearing cap bolt |
・ メタルの当たり不良によるエンジン焼き付き ・メタルのクリアランス過大による異音 ・締め付け軸力のさらなる低下、緩み、エンジン破損・Worn out of the engine by bad bearing assembly. ・Noise by too much clearance of bearing. ・The further fall of bolting force, loosening, and engine breakage. |
・ メタルの当たり不良によるエンジン焼き付き ・メタルのクリアランス不足によるエンジン焼き付き・Worn out of the engine by bad bearing assembly. ・Worn out of the engine by poor clearance of the bearing. |
高精度締め付けが必要な箇所では、「トルク法」は適用できません。
ねじに与えられたトルクの80~90%がねじ面と座面の摩擦で失われてしまい、残りわずか10~20%が軸方向の力に変換されています。ねじ面と座面の摩擦損失は、各接触面の表面荒さや潤滑状態の影響を受け、いくら精度の高い締め付けトルクを与えても、その80~90%を食う摩擦損失がバラつけば、締め付けトルクは信用できないものになってしまいます。 Engine components that require precision accuracy when tightening its bolts cannot be trusted with basic torque figures. This is due to 80~90% of the friction is lost on the surface of the thread and the seat when tightened, with the correct figure being at 10~20% of the torque applied. The surface of the thread and the seat depends on the roughness of each surface and the lubrication state, so that no matter how accurate the torque specs are specified it cannot be trusted.
