
カムシャフト 2JZ-GTECAMSHAFT 2JZ-GTE
カムシャフト 2JZ-GTE
カムシャフト

写真は後期モデル
PRODUCT INFO
| 適合 | 作用角(°) | リフト量(mm) | IN/EX | 品番 | 定価 | |||
|---|---|---|---|---|---|---|---|---|
| エンジン | モデル | IN | EX | IN | EX | |||
| 2JZ-GTE | 前期 | 264 | 264 | 9.50 | 9.50 | 1台分セット | 143072 | ¥100,000 (税込 ¥110,000) |
| 2JZ-GTE | 後期 | 252 | 260 | 8.90 | 9.10 | 1台分セット | 143075 | ¥120,000 (税込 ¥132,000) |
※バルブスプリング交換不要
※バルタイ調整不要
| 適合 | 作用角(°) | リフト量(mm) | IN/EX | 品番 | 定価 | 備考 | |
|---|---|---|---|---|---|---|---|
| エンジン | モデル | ||||||
| 2JZ-GTE | 前期 | 264 | 9.50 | IN | 1402264095 | ¥50,000 (税込 ¥55,000) | PONCAM |
| EX | 1403264095 | PONCAM | |||||
| 270 | 9.80 | IN | 1402270098 | ||||
| EX | 1403270098 | ||||||
| 10.80 | IN | 1402270108 | インナーシムキット用 | ||||
| EX | 1403270108 | ||||||
| 280 | 11.0 | IN | 1402280110 | ||||
| EX | 1403280110 | ||||||
| 後期 | 252 | 8.90 | IN | 1404252089 | ¥60,000 (税込 ¥66,000) | PONCAM | |
| 260 | 10.80 | IN | 1404260108 | インナーシムキット用 | |||
| 9.10 | EX | 1405260091 | PONCAM | ||||
| 264 | 9.50 | IN | 1404264095 | ||||
| 270 | 9.80 | EX | 1405270098 | ||||
| 10.80 | EX | 1405270108 | インナーシムキット用 | ||||
※インナーシムキット用は別途インナーシムキットが必要です。
FEATURE / SPEC
■ SPEC
| ENGINE | 作用角(°)Duration | 最大カムリフト量(mm)Max Cam lift (mm) | IN/EX | 最大バルブリフト量(mm)Max Valve lift (mm) | 冷間時バルブクリアランス (mm) [±0.01]Cold Valve Clearance (mm)[±0.01] |
バルタイ初期設定 中心角(度)Valve Timing Centerline (Deg) |
ベース円Base circle | 備考Note |
|---|---|---|---|---|---|---|---|---|
| 2JZ-GTE 前期Early model |
264 | 9.50 | IN | 9.30 | 0.20 | 113 | 36.0 | PONCAM |
| EX | 9.20 | 0.30 | 118 | PONCAM | ||||
| 270 | 9.80 | IN | 9.60 | 0.20 | 113 | |||
| EX | 9.50 | 0.30 | 118 | |||||
| 10.80 | IN | 10.60 | 0.20 | 113 | 34.8 | インナーシムキット用For Inner shim kit | ||
| EX | 10.50 | 0.30 | 118 | |||||
| 280 | 11.0 | IN | 10.80 | 0.20 | 113 | |||
| EX | 10.70 | 0.30 | 118 | |||||
| 2JZ-GTE 後期Late model |
252 | 8.90 | IN | 8.70 | 0.20 | 125 | 36.0 | PONCAM |
| 260 | 10.80 | IN | 10.60 | 0.20 | 125 | 34.8 | インナーシムキット用For Inner shim kit | |
| 9.10 | EX | 8.80 | 0.30 | 115 | 36.0 | PONCAM | ||
| 264 | 9.50 | IN | 9.30 | 0.20 | 125 | |||
| 270 | 9.80 | EX | 9.50 | 0.30 | 115 | |||
| 10.80 | EX | 10.50 | 0.30 | 115 | 34.8 | インナーシムキット用For Inner shim kit |
TOMEIカムシャフトシリーズの特徴Theme of TOMEI CAMSHAFT
吸排気非対称GコントロールプロフィールAsymmetrical G-Controlled Profile
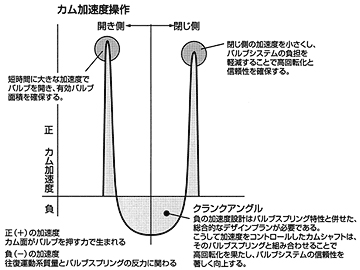 |
カムがバルブを開く時は、短時間で大量の混合気を有効に吸入できるため、高い加速度(G)1が求められます。 しかし逆に、バルブを閉じる時は加速度(G)が高いとバルブシートへの衝撃やバルブスプリングへの負担が大きくなるため、加速度(G)を低くしてバルブを静かに着座させる必要があります。 そこで吸排気のプロフィールを非対象にして、加速度を適正な値にコントロールすることで、シートへの衝撃やスプリングへの負担を著しく低減させ、回転余裕と動弁系の信頼性向上を果たしました。 この吸排気非対象Gコントロールプロフィールは“大きな作用角とハイリフトを確保しつつもバルブシステムに負担をかけない”という相反した要求性能を現実のものとしました。 |
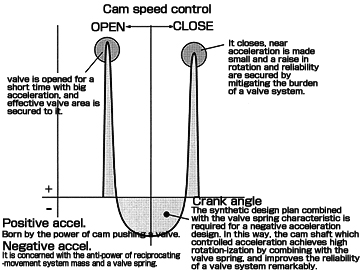 |
When opening the intake valve during high acceleration the G from the camshaft requires to send as much mixture to the cylinder in the shortest time possible. However if the speed is too high it can damaged the Valves, Valve Seats and Valve Springs if the Acceleration G is too high. The Asymmetrical profile design given to the camshafts will allow the Intake and Exhaust Valves to fulfill the target requirement with the wider duration and high lift without damaging the Valve System. |
有効バルブ面積の確保Maximizing the Valves Efficiency
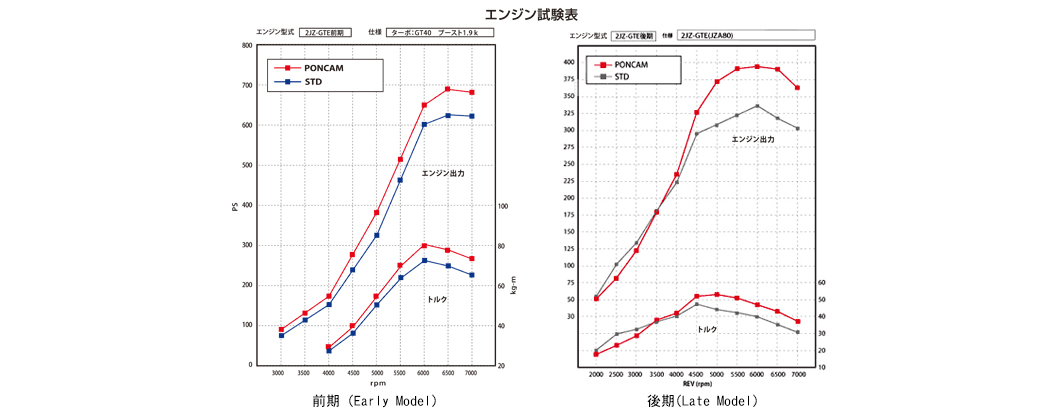
エンジンチューニングとは、一般的にカム作用角とリフト量を変更してエンジンのトルク特性を操作することで、最大トルクを上げたり、発生点を高回転側にして最高エンジン出力を上げることです。
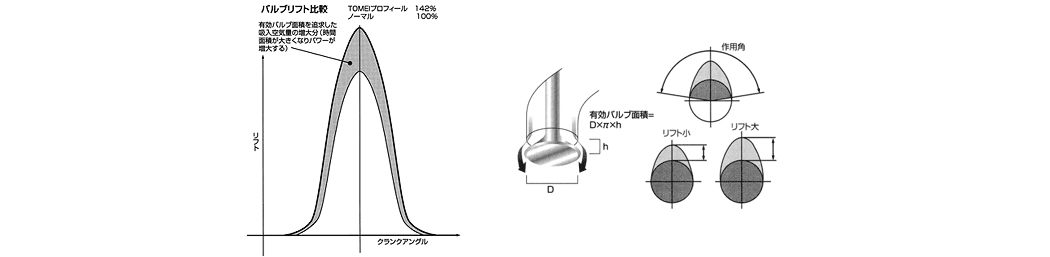
しかし、厳密にエンジンチューニングする場合は単に作用角とリフト量の数値だけではなく、徹底的に吸気効率を追求して有効なバルブ面積を確保するという考え方で取り組むべきです。
バルブリフトが高いと、空気の流路は大きく開かれ、大量の空気を吸い込むことができます。しかし、大きなバルブリフトはバルブシステムに負担をかけ、高回転の妨げとフリクションの増大を招きます。
また、大きなカム開度(作用角)は大きなバルブオーバーラップから生まれる慣性吸気効果により高回転でエンジン出力を引き出すことができますが、低回転での運転性悪化につながります。したがって必要かつ十分な作用角で、可能な限りハイリフトを確保し、大量の空気を吸い込む必要があります。
吸気効率を追求したこの設計思想を取り入れたTOMEIカムは、ノーマルを100%としたとき、実に130~150%の有効バルブ面積を確保しています。
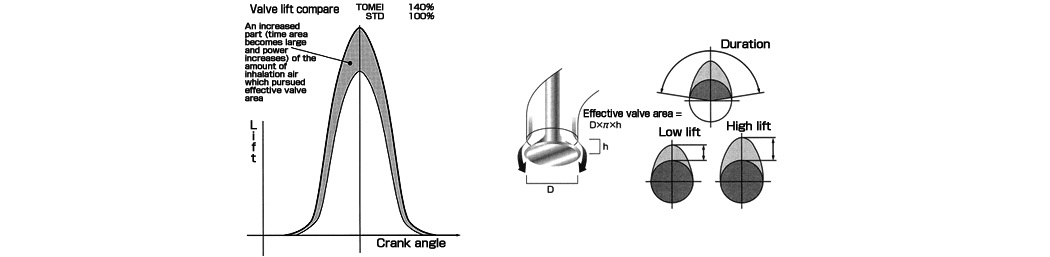
The general purpose of engine tuning is to change the torque characteristics of the engine by changing the cams duration timing and cam lift amount for maximum torque and horse power. However tuning the engine is not only based on that. When going into finer details by maximizing the Valves efficiency is not just about timing and height lift but to also maximize the intake efficiency. The high valve lift allows huge amounts of air in but at the same time it mechanically damages the valve train and gains added friction loss. Longer cam durations and big cam lifts give deliver more power at higher engine speeds but it also gives a rough idle and at low engine speeds. Tomei engineers worked hard to produce camshafts that will deliver a well balanced profile at 1.3-1.5 times more than the stock camshaft.
徹底した生産品質管理Quality Control
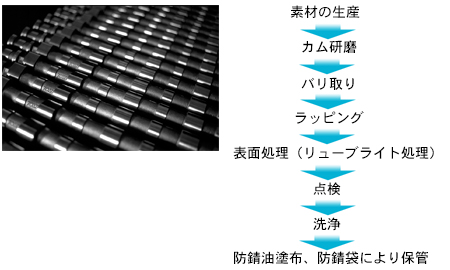 |
これらの幾多にも渡る生産工程を経て1本1本丁寧に生産されます。お客様には、厳しい検査をクリアした最高品質の商品だけが出荷されます。 |
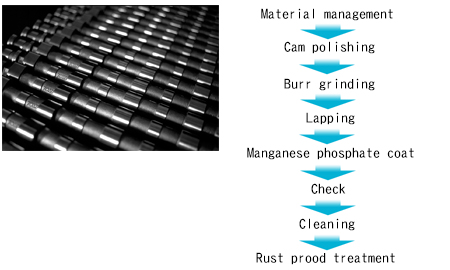 |
Every camshaft is carefully built through these production processes. Plus, strict inspection will be given to them and only the highest quality products are shipped. |
表面処理の実施Surface Coating
CNCカム研削盤による超高精度、高速研削CNC Super Precise High Speed Grinding

超高速主軸とダイヤモンド砥石の組み合わせをコンピュータで制御。自動車メーカーと同一の専用機を用いることで、作業時間を300%向上しながらも高精度研削を実現。驚異のプロフィール精度と価格を実現しましています。 The combination of a ultra high-speed main bearing and diamond grindstone is controlled by the computer. By using the same special-purpose machine as an automaker, high precision grinding is realized though in 1/3 period of time. Consequently, incredible accuracy of profile and remarkable price were realized at the same time.
オシレーション研削による波目付仕上げWavy Groove Finish by Oscillation Grinding
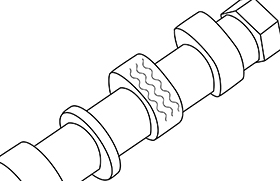 |
カム研削時のオシレーションにより、カム山表面に波目をつけます。これにより、カム山表面にはオイル溜まりが形成され、フリクションロスを低減させ、かじりを防止します。 Wavy groove is curved to the cam profile surface by oscillation during cam grinding process. Oil pool that is formed on the cam profile surface reduces a friction loss and prevents locking. |
PONCAMとはAbout “PONCAM”
PROCAMとはAbout “PROCAM”
TOMEIカムシャフト スペックシート(仕様書)TOMEI CAM SPEC CARD
関連製品RELATED PRODUCT
 |
| 2JZ-GTE用 インナーシムキットINNER SHIM KIT 2JZ |
CAMSHAFT 2JZ-GTE
CAMSHAFT
Phot:Late Model
PRODUCT INFO
| APPLICATION | DURATION(°) | MAX CAM LIFT(mm) | IN/EX | P/N | JPY | |||
|---|---|---|---|---|---|---|---|---|
| ENGINE | MODEL | IN | EX | IN | EX | |||
| 2JZ-GTE | EARLY | 264 | 264 | 9.50 | 9.50 | IN & EX Set | 143072 | ¥100,000 |
| 2JZ-GTE | LATE | 252 | 260 | 8.90 | 9.10 | IN & EX Set | 143075 | ¥120,000 |
※PRESET VALVE TIMING
※STOCK VALVE SPRING COMPATIBLE
| APPLICATION | DURATION(°) | MAX CAM LIFT(mm) | IN/EX | P/N | JPY | NOTE | |
|---|---|---|---|---|---|---|---|
| ENGINE | MODEL | ||||||
| 2JZ-GTE | EARLY | 264 | 9.50 | IN | 1402264095 | ¥50,000 | PONCAM |
| EX | 1403264095 | PONCAM | |||||
| 270 | 9.80 | IN | 1402270098 | ||||
| EX | 1403270098 | ||||||
| 10.80 | IN | 1402270108 | For Inner shim kit | ||||
| EX | 1403270108 | ||||||
| 280 | 11.0 | IN | 1402280110 | ||||
| EX | 1403280110 | ||||||
| LATE | 252 | 8.90 | IN | 1404252089 | ¥60,000 | PONCAM | |
| 260 | 10.80 | IN | 1404260108 | For Inner shim kit | |||
| 9.10 | EX | 1405260091 | PONCAM | ||||
| 264 | 9.50 | IN | 1404264095 | ||||
| 270 | 9.80 | EX | 1405270098 | ||||
| 10.80 | EX | 1405270108 | For Inner shim kit | ||||
※The camshaft for the inner shim kit requires the inner shim kit.
FEATURE / SPEC
■ SPEC
| ENGINE | 作用角(°)Duration | 最大カムリフト量(mm)Max Cam lift (mm) | IN/EX | 最大バルブリフト量(mm)Max Valve lift (mm) | 冷間時バルブクリアランス (mm) [±0.01]Cold Valve Clearance (mm)[±0.01] |
バルタイ初期設定 中心角(度)Valve Timing Centerline (Deg) |
ベース円Base circle | 備考Note |
|---|---|---|---|---|---|---|---|---|
| 2JZ-GTE 前期Early model |
264 | 9.50 | IN | 9.30 | 0.20 | 113 | 36.0 | PONCAM |
| EX | 9.20 | 0.30 | 118 | PONCAM | ||||
| 270 | 9.80 | IN | 9.60 | 0.20 | 113 | |||
| EX | 9.50 | 0.30 | 118 | |||||
| 10.80 | IN | 10.60 | 0.20 | 113 | 34.8 | インナーシムキット用For Inner shim kit | ||
| EX | 10.50 | 0.30 | 118 | |||||
| 280 | 11.0 | IN | 10.80 | 0.20 | 113 | |||
| EX | 10.70 | 0.30 | 118 | |||||
| 2JZ-GTE 後期Late model |
252 | 8.90 | IN | 8.70 | 0.20 | 125 | 36.0 | PONCAM |
| 260 | 10.80 | IN | 10.60 | 0.20 | 125 | 34.8 | インナーシムキット用For Inner shim kit | |
| 9.10 | EX | 8.80 | 0.30 | 115 | 36.0 | PONCAM | ||
| 264 | 9.50 | IN | 9.30 | 0.20 | 125 | |||
| 270 | 9.80 | EX | 9.50 | 0.30 | 115 | |||
| 10.80 | EX | 10.50 | 0.30 | 115 | 34.8 | インナーシムキット用For Inner shim kit |
TOMEIカムシャフトシリーズの特徴Theme of TOMEI CAMSHAFT
吸排気非対称GコントロールプロフィールAsymmetrical G-Controlled Profile
|
カムがバルブを開く時は、短時間で大量の混合気を有効に吸入できるため、高い加速度(G)1が求められます。 しかし逆に、バルブを閉じる時は加速度(G)が高いとバルブシートへの衝撃やバルブスプリングへの負担が大きくなるため、加速度(G)を低くしてバルブを静かに着座させる必要があります。 そこで吸排気のプロフィールを非対象にして、加速度を適正な値にコントロールすることで、シートへの衝撃やスプリングへの負担を著しく低減させ、回転余裕と動弁系の信頼性向上を果たしました。 この吸排気非対象Gコントロールプロフィールは“大きな作用角とハイリフトを確保しつつもバルブシステムに負担をかけない”という相反した要求性能を現実のものとしました。 |
|
When opening the intake valve during high acceleration the G from the camshaft requires to send as much mixture to the cylinder in the shortest time possible. However if the speed is too high it can damaged the Valves, Valve Seats and Valve Springs if the Acceleration G is too high. The Asymmetrical profile design given to the camshafts will allow the Intake and Exhaust Valves to fulfill the target requirement with the wider duration and high lift without damaging the Valve System. |
有効バルブ面積の確保Maximizing the Valves Efficiency
エンジンチューニングとは、一般的にカム作用角とリフト量を変更してエンジンのトルク特性を操作することで、最大トルクを上げたり、発生点を高回転側にして最高エンジン出力を上げることです。
しかし、厳密にエンジンチューニングする場合は単に作用角とリフト量の数値だけではなく、徹底的に吸気効率を追求して有効なバルブ面積を確保するという考え方で取り組むべきです。
バルブリフトが高いと、空気の流路は大きく開かれ、大量の空気を吸い込むことができます。しかし、大きなバルブリフトはバルブシステムに負担をかけ、高回転の妨げとフリクションの増大を招きます。
また、大きなカム開度(作用角)は大きなバルブオーバーラップから生まれる慣性吸気効果により高回転でエンジン出力を引き出すことができますが、低回転での運転性悪化につながります。したがって必要かつ十分な作用角で、可能な限りハイリフトを確保し、大量の空気を吸い込む必要があります。
吸気効率を追求したこの設計思想を取り入れたTOMEIカムは、ノーマルを100%としたとき、実に130~150%の有効バルブ面積を確保しています。
The general purpose of engine tuning is to change the torque characteristics of the engine by changing the cams duration timing and cam lift amount for maximum torque and horse power. However tuning the engine is not only based on that. When going into finer details by maximizing the Valves efficiency is not just about timing and height lift but to also maximize the intake efficiency. The high valve lift allows huge amounts of air in but at the same time it mechanically damages the valve train and gains added friction loss. Longer cam durations and big cam lifts give deliver more power at higher engine speeds but it also gives a rough idle and at low engine speeds. Tomei engineers worked hard to produce camshafts that will deliver a well balanced profile at 1.3-1.5 times more than the stock camshaft.
徹底した生産品質管理Quality Control
|
これらの幾多にも渡る生産工程を経て1本1本丁寧に生産されます。お客様には、厳しい検査をクリアした最高品質の商品だけが出荷されます。 |
|
Every camshaft is carefully built through these production processes. Plus, strict inspection will be given to them and only the highest quality products are shipped. |
表面処理の実施Surface Coating
CNCカム研削盤による超高精度、高速研削CNC Super Precise High Speed Grinding
超高速主軸とダイヤモンド砥石の組み合わせをコンピュータで制御。自動車メーカーと同一の専用機を用いることで、作業時間を300%向上しながらも高精度研削を実現。驚異のプロフィール精度と価格を実現しましています。 The combination of a ultra high-speed main bearing and diamond grindstone is controlled by the computer. By using the same special-purpose machine as an automaker, high precision grinding is realized though in 1/3 period of time. Consequently, incredible accuracy of profile and remarkable price were realized at the same time.
オシレーション研削による波目付仕上げWavy Groove Finish by Oscillation Grinding
|
カム研削時のオシレーションにより、カム山表面に波目をつけます。これにより、カム山表面にはオイル溜まりが形成され、フリクションロスを低減させ、かじりを防止します。 Wavy groove is curved to the cam profile surface by oscillation during cam grinding process. Oil pool that is formed on the cam profile surface reduces a friction loss and prevents locking. |
PONCAMとはAbout “PONCAM”
PROCAMとはAbout “PROCAM”
TOMEIカムシャフト スペックシート(仕様書)TOMEI CAM SPEC CARD
関連製品RELATED PRODUCT
|
| 2JZ-GTE用 インナーシムキットINNER SHIM KIT 2JZ |
