
コンプリートブロック 4G63COMPLETE BLOCK for 4G63
コンプリートブロック 4G63
コンプリートエンジン

ピストン、クランク、コンロッドは組み込み済みの最高のチューニングブロック。
PRODUCT INFO
| 適用 | タイプ | 品名 | 品番 | 定価 | 備考 | |
|---|---|---|---|---|---|---|
| Evo.8 Evo.9 |
4G63-22 | Evo.8 | CPB-4G22-E8 | 213211 | 受注停止中 | |
| Evo.9 | CPB-4G22-E9 | 213311 | 受注停止中 | |||
| 4G63-23 | Evo.8 | CPB-4G23-E8 | 213221 | 受注停止中 | ||
| Evo.9 | CPB-4G23-E9 | 213321 | 受注停止中 | |||
FEATURE / SPEC
| タイプTYPE | CPB-4G22-E8 | CPB-4G22-E9 | CPB-4G23-E8 | CPB-4G23-E9 |
|---|---|---|---|---|
| 品番P/N | 213211 | 213311 | 213221 | 213321 |
| ベースエンジン型式BASE ENGINE | ||||
| ボア×ストロークBORE*STROKE | Φ85.5×94.0㎜ | Φ85.5×100.0㎜ | ||
| 排気量DISPLACEMENT | 2158cc | 2295cc | ||
| ピストンPISTON | TOMEI鍛造Φ85.5TOMEI FORGED PISTON Φ85.5 | |||
| コンロッドCONNECTING ROD | TOMEI鍛造H断面 150.0mmTOMEI FORGED H-BEAM 150.0mm | TOMEI鍛造H断面 147.0mmTOMEI FORGED H-BEAM 147.0mm | ||
| クランクシャフトCRANKSHAFT | TOMEI削出フルカウンター 94.0mmTOMEI BILLET FULL COUNTERED 94.0mm | TOMEI削出フルカウンター 100.0mmTOMEI BILLET FULL COUNTERED 100.0mm | ||
| メインベアリングMAIN BEARING | ||||
| コンロッドベアリングCONROD BEARING | ||||
| メインボルトMAIN BOLTS | ||||
| シリンダーブロックCYLINDER BLOCK | ||||
| 4G63-22
2.2Lならではのトルクと高回転域での伸び。 それでいて2Lにほど近いフィーリングを好む方に最適なモデル。 The 2.2’s unique torque and extension in the high RPM range. This is the perfect model for those who prefer a feeling closer to that of a 2L. |
4G63-23
100mmストロークから生み出される低速域からの圧倒的なトルクが、スポーティーさと乗りやすさを両立させます。 The overwhelming torque from the low speed range produced by the 100mm stroke is both sporty and easy to ride. |
概要Overview
実施する精密加工BUILD PROCESS
1:ブロック上面修正研磨1:DECK HEIGHT & SURFACE CORRECTION
 |
ブロック全体が変形していたり、上面が局部的に変形した部分やフライスカッター痕などを削り量0.1mm以内で修正研磨します。 ブロック上面を水平に整えることで、ヘッドとの合わせ面の平面度を高めて燃焼ガス圧のシール性を向上させます。 When the blocks surface is deformed which at times happens even with new blocks from factory it will need to be corrected.The surface is then milled and corrected within 0.1mm accuracy. With the horizontal face corrected with a perfectly flat surface the meting face is improved which also improves sealing characteristics for maintaining the right combustion gas pressure. |
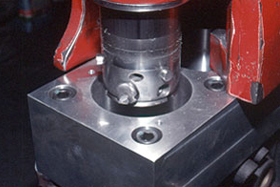
2:ダミーヘッド取り付け2:DUMMY HEAD INSTALLATION
 |
ブロック単体の状態でボーリングを行っても、実際にシリンダーヘッドをボルトで締め付けた状態になると各部の変形により0.01mm程度の数値や形状が変化するため、精度の高いエンジンとは言えません。 そのため、クランクキャップおよびダミーヘッド、そしてヘッドガスケットを取り付けて、ブロックにシリンダーヘッドを取り付けたエンジンと同じ状態を再現します。 Boring the block with the dummy head attached greatly enhances the machining results so that during the boring process the block is not deformed more than 0.01mm. This is another key factor in achieving the highest precision possible with each engine build. The block is assembled with a dummy head ( of the same height as the stock head ), head gasket and crank caps to replicate the same condition as an assembled engine. |
3:シリンダーボーリング+ホーニング2:CYLINDER BORING + HONING
 |
ダミーヘッドを組みつけ、シリンダーが歪みを再現した状態でボーリングを行い、実際の組みつけ時の各気筒の円筒精度を整えます。 ダミーヘッド付きでシリンダーボーリングを施すことにより、その加工精度とその後のエンジン組みつけ精度が飛躍的に向上されます。 Boring with the dummy head helps improve the precision of each of the cylinder dimension with minimal distortion. The results of boring the block rith the dummy head attached are the best results for precision. |
4:シリンダーボア計測&ピストンクリアランス確認5:PISTON TO CYLINDER WALL CLEARANCE INSPECTION
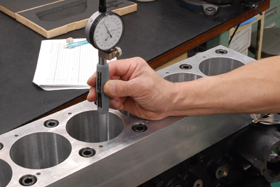 |
ボーリング&ホーニングが終了したブロックは温度を安定させるために24時間以上経過した後、ブロックを測定基準温度20℃に保ってボア径の計測をし、ピストンクリアランスは基準値±5μ以内の誤差に仕上げます。 The block is then left in the climate controlled room for a minimum of 24 hours to maintain a stable temperature at 20℃,this is the best temperature for checking and verifying piston clearance with tolerances kept within an acceptable range of ±5μ. |
5:ブロックバリ取り6:BLOCK BURR CHECK AND CLEANUP
 |
各部品を精密に取り付けるためや組みつけ時に異物が混入しないように、シリンダーブロックが自動車メーカーから出荷時に残されているバリを取り去ります。 特にブロック内部やオイルライン系統を入念に確認し、トラブルを予防します。 To maintain precision and the cylinder block is checked for any signs of imperfection from any unwanted burr and or debris that was caused during casting at the OEM manufacturer. This assures no unwanted matter will cause any harm during assembly and more importantly keeping the oil and waterlines completely clean to eliminate any troubles. |
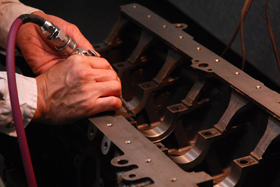
6:洗浄7:WASHING
 |
水穴・オイル穴を手作業で細かく洗浄し、そのあとに洗浄機による高温高圧洗浄、高圧エアによる仕上げを行います。 これら3重の工程を経て各部を徹底的に洗浄します。同時に傷・バリ・カエリなど各部の点検を実施します。 Complete cleaning of the water & oil lines is meticulously done by hand manually with each and every block with every orifice and areas checked thoroughly, Then finished off with a high pressure hot wash in a specialized machine and finally completed with a high pressure air clean in evey line,gaps and orifices. This extensive 3 stage process is time consuming but an absolute must to completely eradicate any unwanted burr and foreign material from causing harm to the internals. |
7:ピストン・コンロッド重量計測、重量合わせ8:PISTON,CONNECTING RODS WEIGHT MEASUREMENTS AND ADJUSTMENTS
 |
各気筒ごとの重量を揃えることにより回転バランスを整え、スムーズでレスポンスのいいエンジンフィールを実現します。 東名パワードのピストンやコンロッドなどの製品は製造の段階で計測し、管理を行っているのでそれらを組み合わせて使用します。 組み合わせた後の合計重量も計測し、その重量差は±0.1gを基準としています。 The TOMEI products have already been checked and balanced when we packed them in the beginning. But we then re-check the weights again in various assembly stageswhen we assemble the short block. After the conrod and piston is assembled together we then again re-check the combined weights again to make sure that the weight difference is within 0.1g from each other donrod and piston assembly. This will yield the best response,added power,smoother operations and extending engine life and durability. |
8:クランクシャフトダイナミックバランス9:DYNAMIC BALANCING OF THE CRANKSHAFT
 |
クランクシャフトの回転バランスを整えることで、レスポンスの向上、振動の低減、ベアリング当たりの最適化を実現します。 クランクシャフトの曲がり点検・修正はもちろん、ダイナミックバランスもTOMEIクランクは製品単体の段階ですでに実施済です。 The dynamic balancing of the crankshaft helps improve response, extra power gains, significantly reduces unwanted vibrations which eases the stress on bearings to minimize rebuilds. The crankshaft is also checked for any signs of bends in the crank and for any other faults and if found it will be corrected during this process. Just another time intensive process that you will no longer have to worry about. |
9:クランクシャフト・コンロッドベアリング合わせ10:CRANKSHAFT & CONNECTING ROD BEARINGS
 |
精密な測定・ベアリング選択・組みつけにより、最適なクリアランスに設定します。 これにより必要な油膜を保持しながらも滑らかな回転を実現します。組み立て時にはスラスト方向のクリアランスもチェックし、メタル合わせ作業時にも室温・部品温度・計測機器を20℃に保って作業を行います。 Each bearing clearance is carefully checked for guaranteeing that the right amount of oil film is maintained in the right areas for optimum lubrication of the crankshaft without causing any unwanted friction. The thrust direction is also checked and this entire process is also performed in a climate controlled room with all parts and essential equipment maintained at a constant 20 ℃. |
10:ピストンリング合口計測・調整11:PISTON RINGS
 |
ピストンリングの設計張力を正確に再現し、その能力を最大限に引き出します。 合口同士の干渉やガス抜けを防ぎ、真円度を保つことによりシリンダー内壁を保護します。 The Piston ring is designed to provide the best sealing properties and clearance. These piston rings are designed as a perfect circle for the protection of the cylinder walls and for maximum sealing properties. This also aids with the best protection possible for the cylinder walls for extending the life of the engine. |
11:精密組み立て12:PRECISION ASSEMBLY
 |
TOMEIのエンジン組み立ては精度と精密さを常に追求しているため、あえてその作業を「精密組み立て」と呼んでいます。 素材・環境・作業・管理、そのすべてに設けられた厳しい社内基準をクリアし、はじめて東名パワード製品として提供しています。 Our precision assemblies are well known throughout the years and have been our trademark. Our high standard of work has proven records on the street, track and evens to deliver results when needed most. Our stringent lebels of operations management in materials and processes reflect on our products performance throughout the years. |
COMPLETE BLOCK for 4G63
COMPLETE ENGINE
Pistons, crank and connecting rods are pre-assembled for the best tuning block.
PRODUCT INFO
| APPLICATION | TYPE | PART | P/N | JPY | NOTES | |
|---|---|---|---|---|---|---|
| Evo.8 Evo.9 |
4G63-22 | Evo.8 | CPB-4G22-E8 | 213211 | Orders are being suspended. | |
| Evo.9 | CPB-4G22-E9 | 213311 | Orders are being suspended. | |||
| 4G63-23 | Evo.8 | CPB-4G23-E8 | 213221 | Orders are being suspended. | ||
| Evo.9 | CPB-4G23-E9 | 213321 | Orders are being suspended. | |||
FEATURE / SPEC
| タイプTYPE | CPB-4G22-E8 | CPB-4G22-E9 | CPB-4G23-E8 | CPB-4G23-E9 |
|---|---|---|---|---|
| 品番P/N | 213211 | 213311 | 213221 | 213321 |
| ベースエンジン型式BASE ENGINE | ||||
| ボア×ストロークBORE*STROKE | Φ85.5×94.0㎜ | Φ85.5×100.0㎜ | ||
| 排気量DISPLACEMENT | 2158cc | 2295cc | ||
| ピストンPISTON | TOMEI鍛造Φ85.5TOMEI FORGED PISTON Φ85.5 | |||
| コンロッドCONNECTING ROD | TOMEI鍛造H断面 150.0mmTOMEI FORGED H-BEAM 150.0mm | TOMEI鍛造H断面 147.0mmTOMEI FORGED H-BEAM 147.0mm | ||
| クランクシャフトCRANKSHAFT | TOMEI削出フルカウンター 94.0mmTOMEI BILLET FULL COUNTERED 94.0mm | TOMEI削出フルカウンター 100.0mmTOMEI BILLET FULL COUNTERED 100.0mm | ||
| メインベアリングMAIN BEARING | ||||
| コンロッドベアリングCONROD BEARING | ||||
| メインボルトMAIN BOLTS | ||||
| シリンダーブロックCYLINDER BLOCK | ||||
| 4G63-22
2.2Lならではのトルクと高回転域での伸び。 それでいて2Lにほど近いフィーリングを好む方に最適なモデル。 The 2.2’s unique torque and extension in the high RPM range. This is the perfect model for those who prefer a feeling closer to that of a 2L. |
4G63-23
100mmストロークから生み出される低速域からの圧倒的なトルクが、スポーティーさと乗りやすさを両立させます。 The overwhelming torque from the low speed range produced by the 100mm stroke is both sporty and easy to ride. |
概要Overview
実施する精密加工BUILD PROCESS
1:ブロック上面修正研磨1:DECK HEIGHT & SURFACE CORRECTION
|
ブロック全体が変形していたり、上面が局部的に変形した部分やフライスカッター痕などを削り量0.1mm以内で修正研磨します。 ブロック上面を水平に整えることで、ヘッドとの合わせ面の平面度を高めて燃焼ガス圧のシール性を向上させます。 When the blocks surface is deformed which at times happens even with new blocks from factory it will need to be corrected.The surface is then milled and corrected within 0.1mm accuracy. With the horizontal face corrected with a perfectly flat surface the meting face is improved which also improves sealing characteristics for maintaining the right combustion gas pressure. |
2:ダミーヘッド取り付け2:DUMMY HEAD INSTALLATION
|
ブロック単体の状態でボーリングを行っても、実際にシリンダーヘッドをボルトで締め付けた状態になると各部の変形により0.01mm程度の数値や形状が変化するため、精度の高いエンジンとは言えません。 そのため、クランクキャップおよびダミーヘッド、そしてヘッドガスケットを取り付けて、ブロックにシリンダーヘッドを取り付けたエンジンと同じ状態を再現します。 Boring the block with the dummy head attached greatly enhances the machining results so that during the boring process the block is not deformed more than 0.01mm. This is another key factor in achieving the highest precision possible with each engine build. The block is assembled with a dummy head ( of the same height as the stock head ), head gasket and crank caps to replicate the same condition as an assembled engine. |
3:シリンダーボーリング+ホーニング2:CYLINDER BORING + HONING
|
ダミーヘッドを組みつけ、シリンダーが歪みを再現した状態でボーリングを行い、実際の組みつけ時の各気筒の円筒精度を整えます。 ダミーヘッド付きでシリンダーボーリングを施すことにより、その加工精度とその後のエンジン組みつけ精度が飛躍的に向上されます。 Boring with the dummy head helps improve the precision of each of the cylinder dimension with minimal distortion. The results of boring the block rith the dummy head attached are the best results for precision. |
4:シリンダーボア計測&ピストンクリアランス確認5:PISTON TO CYLINDER WALL CLEARANCE INSPECTION
|
ボーリング&ホーニングが終了したブロックは温度を安定させるために24時間以上経過した後、ブロックを測定基準温度20℃に保ってボア径の計測をし、ピストンクリアランスは基準値±5μ以内の誤差に仕上げます。 The block is then left in the climate controlled room for a minimum of 24 hours to maintain a stable temperature at 20℃,this is the best temperature for checking and verifying piston clearance with tolerances kept within an acceptable range of ±5μ. |
5:ブロックバリ取り6:BLOCK BURR CHECK AND CLEANUP
|
各部品を精密に取り付けるためや組みつけ時に異物が混入しないように、シリンダーブロックが自動車メーカーから出荷時に残されているバリを取り去ります。 特にブロック内部やオイルライン系統を入念に確認し、トラブルを予防します。 To maintain precision and the cylinder block is checked for any signs of imperfection from any unwanted burr and or debris that was caused during casting at the OEM manufacturer. This assures no unwanted matter will cause any harm during assembly and more importantly keeping the oil and waterlines completely clean to eliminate any troubles. |
6:洗浄7:WASHING
|
水穴・オイル穴を手作業で細かく洗浄し、そのあとに洗浄機による高温高圧洗浄、高圧エアによる仕上げを行います。 これら3重の工程を経て各部を徹底的に洗浄します。同時に傷・バリ・カエリなど各部の点検を実施します。 Complete cleaning of the water & oil lines is meticulously done by hand manually with each and every block with every orifice and areas checked thoroughly, Then finished off with a high pressure hot wash in a specialized machine and finally completed with a high pressure air clean in evey line,gaps and orifices. This extensive 3 stage process is time consuming but an absolute must to completely eradicate any unwanted burr and foreign material from causing harm to the internals. |
7:ピストン・コンロッド重量計測、重量合わせ8:PISTON,CONNECTING RODS WEIGHT MEASUREMENTS AND ADJUSTMENTS
|
各気筒ごとの重量を揃えることにより回転バランスを整え、スムーズでレスポンスのいいエンジンフィールを実現します。 東名パワードのピストンやコンロッドなどの製品は製造の段階で計測し、管理を行っているのでそれらを組み合わせて使用します。 組み合わせた後の合計重量も計測し、その重量差は±0.1gを基準としています。 The TOMEI products have already been checked and balanced when we packed them in the beginning. But we then re-check the weights again in various assembly stageswhen we assemble the short block. After the conrod and piston is assembled together we then again re-check the combined weights again to make sure that the weight difference is within 0.1g from each other donrod and piston assembly. This will yield the best response,added power,smoother operations and extending engine life and durability. |
8:クランクシャフトダイナミックバランス9:DYNAMIC BALANCING OF THE CRANKSHAFT
|
クランクシャフトの回転バランスを整えることで、レスポンスの向上、振動の低減、ベアリング当たりの最適化を実現します。 クランクシャフトの曲がり点検・修正はもちろん、ダイナミックバランスもTOMEIクランクは製品単体の段階ですでに実施済です。 The dynamic balancing of the crankshaft helps improve response, extra power gains, significantly reduces unwanted vibrations which eases the stress on bearings to minimize rebuilds. The crankshaft is also checked for any signs of bends in the crank and for any other faults and if found it will be corrected during this process. Just another time intensive process that you will no longer have to worry about. |
9:クランクシャフト・コンロッドベアリング合わせ10:CRANKSHAFT & CONNECTING ROD BEARINGS
|
精密な測定・ベアリング選択・組みつけにより、最適なクリアランスに設定します。 これにより必要な油膜を保持しながらも滑らかな回転を実現します。組み立て時にはスラスト方向のクリアランスもチェックし、メタル合わせ作業時にも室温・部品温度・計測機器を20℃に保って作業を行います。 Each bearing clearance is carefully checked for guaranteeing that the right amount of oil film is maintained in the right areas for optimum lubrication of the crankshaft without causing any unwanted friction. The thrust direction is also checked and this entire process is also performed in a climate controlled room with all parts and essential equipment maintained at a constant 20 ℃. |
10:ピストンリング合口計測・調整11:PISTON RINGS
|
ピストンリングの設計張力を正確に再現し、その能力を最大限に引き出します。 合口同士の干渉やガス抜けを防ぎ、真円度を保つことによりシリンダー内壁を保護します。 The Piston ring is designed to provide the best sealing properties and clearance. These piston rings are designed as a perfect circle for the protection of the cylinder walls and for maximum sealing properties. This also aids with the best protection possible for the cylinder walls for extending the life of the engine. |
11:精密組み立て12:PRECISION ASSEMBLY
|
TOMEIのエンジン組み立ては精度と精密さを常に追求しているため、あえてその作業を「精密組み立て」と呼んでいます。 素材・環境・作業・管理、そのすべてに設けられた厳しい社内基準をクリアし、はじめて東名パワード製品として提供しています。 Our precision assemblies are well known throughout the years and have been our trademark. Our high standard of work has proven records on the street, track and evens to deliver results when needed most. Our stringent lebels of operations management in materials and processes reflect on our products performance throughout the years. |
