
腰下加工MODIFICATION PLAN - BOTTOM END
腰下加工
チューニングサービス
自動車メーカーの生産が終了および製造後35年以上経過した車両(エンジン)の加工はお受けできない場合があります。※A型とL型は除きます。
PRODUCT INFO
腰下加工セット
[セット内容]
・ダミー付ボーリング+プラトーホーニング ・コンロッドメタル合わせ ・クランクメタル合わせ ・クランク曲り修正 ・クランクダイナミックバランス ・プーリーバランス |
| エンジン機種 | 品番 | 定価 | 備考 | |
|---|---|---|---|---|
| 直列3気筒 | 32302040 | ¥151,500 (税込 ¥166,650) | ||
| 直列4気筒 | 32302010 | ¥146,500 (税込 ¥161,150) | ||
| 水平対向4気筒 | 32302050 | ¥172,500 (税込 ¥189,750) | ||
| 直列6気筒 | 32302020 | ¥181,500 (税込 ¥199,650) | ||
| V型6気筒 | 32302030 | ¥221,500 (税込 ¥243,650) | ||
単品加工
| 作業内容 | エンジン機種 | 品番 | 定価 | 備考 | ||
|---|---|---|---|---|---|---|
| シリンダーブロック面研 | 削り代 ~1.0mm |
直列3気筒 | 32101070 | ¥15,000 (税込 ¥16,500) | ・L型,S20,FJ,SR等フロントカバーを同時に研磨する 必要のあるものは、一緒に送付してください。 ・面研作業はフライス盤での作業になりますが、 平面研摩機をご希望の場合は料金が2倍になります。 |
|
| 直列4気筒 | 32101010 | ¥17,000 (税込 ¥18,700) | ||||
| 水平対向4気筒 | 32101080 | ¥25,000 (税込 ¥27,500) | ||||
| 直列6気筒 | 32101020 | ¥21,000 (税込 ¥23,100) | ||||
| V型6気筒 | 32101030 | ¥31,000 (税込 ¥34,100) | ||||
| 削り代 1.1mm~ |
直列3気筒 | 32101090 | ¥18,000 (税込 ¥19,800) | |||
| 直列4気筒 | 32101040 | ¥21,000 (税込 ¥23,100) | ||||
| 水平対向4気筒 | 32101100 | ¥31,000 (税込 ¥34,100) | ||||
| 直列6気筒 | 32101050 | ¥26,000 (税込 ¥28,600) | ||||
| V型6気筒 | 32101060 | ¥39,000 (税込 ¥42,900) | ||||
| シリンダーブロック プラトーホーニング (削り代0.09mm以下) |
一般 | 直列3気筒 | 32102070 | ¥30,000 (税込 ¥33,000) | ・アルミブロックは、ダミーヘッド付きで実施 ・ダミーヘッド付で作業する際は、 必ずクランクキャップを付けて送付してください。 ・加工精度向上のため、 ブロック修正面研を行うことをお薦めします。 |
|
| 直列4気筒 | 32102010 | ¥33,000 (税込 ¥36,300) | ||||
| 水平対向4気筒 | 32102090 | ¥38,000 (税込 ¥41,800) | ||||
| 直列6気筒 | 32102030 | ¥48,000 (税込 ¥52,800) | ||||
| V型6気筒 | 32102050 | ¥56,000 (税込 ¥61,600) | ||||
| ダミーヘッド付 | 直列3気筒 | 32102080 | ¥39,000 (税込 ¥42,900) | |||
| 直列4気筒 | 32102020 | ¥43,000 (税込 ¥47,300) | ||||
| 水平対向4気筒 | 32102100 | ¥58,000 (税込 ¥63,800) | ||||
| 直列6気筒 | 32102040 | ¥60,000 (税込 ¥66,000) | ||||
| V型6気筒 | 32102060 | ¥76,000 (税込 ¥83,600) | ||||
| シリンダーブロックボーリング + プラトーホーニング (削り代0.1~3.5mm以下) |
一般 | 直列3気筒 | 32103090 | ¥43,000 (税込 ¥47,300) | ・アルミブロックは、ダミーヘッド付きで実施 ・ダミーヘッド付で作業する際は、 必ずクランクキャップを付けて送付してください。 ・加工精度向上のため、 ブロック修正面研を行うことをお薦めします。 ・ボーリング作業中、巣等の発生により ブロックが使用不可能な場合でも実費分は発生します。 |
|
| 直列4気筒 | 32103010 | ¥48,000 (税込 ¥52,800) | ||||
| 水平対向4気筒 | 32103110 | ¥58,000 (税込 ¥63,800) | ||||
| 直列6気筒 | 32103030 | ¥70,000 (税込 ¥77,000) | ||||
| V型6気筒 | 32103050 | ¥94,000 (税込 ¥103,400) | ||||
| RB22,24 | 32103070 | ¥73,000 (税込 ¥80,300) | ||||
| ダミーヘッド付 | 直列3気筒 | 32103100 | ¥52,000 (税込 ¥57,200) | |||
| 直列4気筒 | 32103020 | ¥58,000 (税込 ¥63,800) | ||||
| 水平対向4気筒 | 32103120 | ¥71,000 (税込 ¥78,100) | ||||
| 直列6気筒 | 32103040 | ¥82,000 (税込 ¥90,200) | ||||
| V型6気筒 | 32103060 | ¥110,000 (税込 ¥121,000) | ||||
| RB22,24 | 32103080 | ¥85,000 (税込 ¥93,500) | ||||
| ダミーヘッド +ダミーブロック付プラトーホーニング |
EJ20 | 32102110 | ¥58,000 (税込 ¥63,800) | |||
| ダミーヘッド +ダミーブロック付ボーリング +プラトーホーニング |
EJ20 | 32103130 | ¥70,000 (税込 ¥77,000) | |||
| スタッド式ヘッドボルト取付 | SR20,RB20 RB25,RB26 4G63 |
32105010 | ¥7,000 (税込 ¥7,700) | |||
| スタッド式クランクキャップボルト取付 | SR20,RB20 RB25,RB26 4G63 |
32106010 | ¥7,000 (税込 ¥7,700) | |||
| シリンダーブロック コンロッド逃げ加工 (SR20を2.2Lにするとき) (RB20を2.4Lにするとき) |
ノーマルコンロッド | SR20 | 32104020 | ¥38,000 (税込 ¥41,800) | ・ノーマルコンロッド仕様は シリンダーブロック4箇所、 クランクキャップビーム、 バッフルプレートの逃げ加工一式 |
|
| H断面コンロッド | 32104030 | ¥25,000 (税込 ¥27,500) | ・H断面コンロッド仕様は シリンダーブロック1箇所、 バッフルプレートの逃げ加工一式 |
|||
| RB26,25,20 | 32104010 | ¥30,000 (税込 ¥33,000) | ||||
| 4G63 | 32104040 | ¥23,000 (税込 ¥25,300) | ||||
| 2JZ-GTE (3.6L) | 32104050 | ¥58,000 (税込 ¥63,800) | ||||
| 2JZ-GTE (3.4L) | 32104060 | ¥30,000 (税込 ¥33,000) | ||||
| EJ25 | 32104070 | ¥12,000 (税込 ¥13,200) | ||||
| ブロックボア測定 | 直列3気筒 | 32107010 | ¥11,000 (税込 ¥12,100) | |||
| 直列4気筒 | 32107020 | ¥15,000 (税込 ¥16,500) | ||||
| 水平対向4気筒 | 32107030 | ¥20,000 (税込 ¥22,000) | ||||
| 直列6気筒 | 32107040 | ¥17,000 (税込 ¥18,700) | ||||
| V型6気筒 | 32107050 | ¥20,000 (税込 ¥22,000) | ||||
ダミーヘッド付きホーニング・ボ-リングHONING & BORING WITH DUMMY HEAD
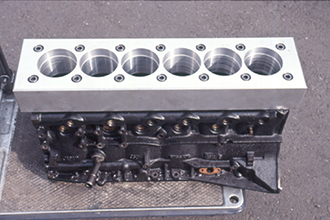 |
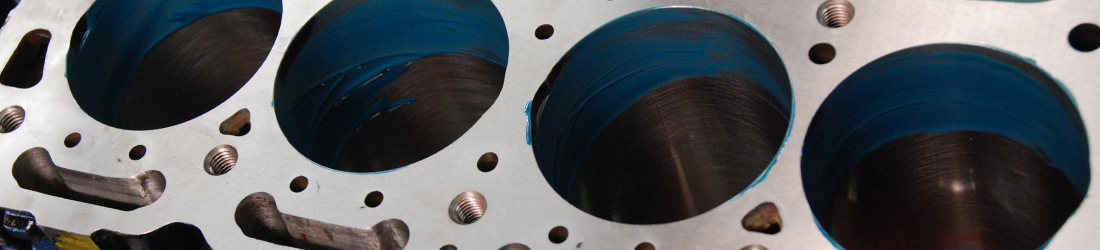
ブロック単体でシリンダーホーニング、ボーリングや、計測を行っても、実際にボルトを締め付けて、シリンダーヘッドを取り付けた(組み立てた)状態になると、各部の変形によって0.01mm単位で数値や形状が変化していきます。 そのため、厳密にシリンダーホーニング、ボーリングを行う際は、ダミーヘッドおよび、ヘッドガスケットを取り付け、シリンダーヘッドを取り付けた状態を再現しなければなりません。 これによりホーニングおよび、ボーリングの加工精度と、その後のエンジン組付精度は著しく向上します。 However cylinder horning, boring, and measurement have performed to the single engine block, when cylinder head is attached and head bolt is actually assembled, numerical value and form of the engine block will be changed from modification or distortion of each part in 0.01mm degree. Therefore, in case cylinder horning and boring are performed strictly, the statement of the engine block that the head gasket and the cylinder head is attached, have to be reproduced by assembling dummy head and gasket. Thereby, the processing accuracy of horning and drilling, and the accuracy of subsequent engine assembly will be improved remarkably. |
プラトーホーニングとはPLATEAU HONING
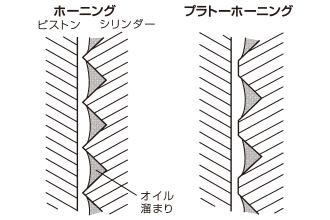 |
一般のホーニングでは、シリンダー内壁面にクロスハッチの溝を付け、ここにオイルを溜めて摺動をスムーズにする方法がとられます。 しかしながら、その壁面は面粗度が大きくなり、ピストンリングと馴染まず、むしろピストン運動の抵抗となってしまいます。 TOMEIのプラトーホーニングは、このクロスハッチの状態から溝の頂部のみを研摩し、表面をフラットにするもので、これにより、オイルの保持をしつつ、フリクションロスを著しく低減することが可能です。 In general horning, crosshatch pattern is grooved to the surface of the wall of the cylinder to remaining oil for the smoother piston movement. However, in this method, roughness of the cylinder wall surface becomes larger and will not fit with the piston ring, but will become resistance of piston movement rather. Plateau horning of TOMEI can reduce friction loss remarkably by grinding off only the apex of the grooves from the crosshatch, making the surface of the cylinder wall flat while keeping oil between the grooves. |
MODIFICATION PLAN - BOTTOM END
TUNING SERVICE
We can not accept processing of vehicles (engines) 35 years or more after production and vehicles (engines) the end of production by automobile manufacturers. ※ NISSAN A and L are excluded.
PRODUCT INFO
MODIFICATION PLAN - BOTTOM END
[CONTENTS]
・Boring and plateau horning of cylinder with dummy-head ・Con-rod bearing assembly ・Crank bearing assembly ・Bend modification of the crankshaft ・Dynamic balancing of crankshaft ・Balancing of Pulley |
| Engine type | P/N | JPY | NOTE | |
|---|---|---|---|---|
| 3 cylinder | 32302040 | ¥151,500 | ||
| 4 cylinder | 32302010 | ¥146,500 | ||
| 4 cylinder boxer | 32302050 | ¥172,500 | ||
| Inline 6 | 32302020 | ¥181,500 | ||
| V6 | 32302030 | ¥221,500 | ||
DETAILS
| Service | Engine type | P/N | JPY | NOTE | ||
|---|---|---|---|---|---|---|
| Cylinder block polishing |
amount ~1.0mm |
3 cylinder | 32101070 | ¥15,000 | ・Front cover must be sent together for L,S20,FJ,SR |
|
| 4 cylinder | 32101010 | ¥17,000 | ||||
| 4 cylinder boxer | 32101080 | ¥25,000 | ||||
| Inline 6 | 32101020 | ¥21,000 | ||||
| V6 | 32101030 | ¥31,000 | ||||
| amount 1.1mm~ |
3 cylinder | 32101090 | ¥18,000 | |||
| 4 cylinder | 32101040 | ¥21,000 | ||||
| 4 cylinder boxer | 32101100 | ¥31,000 | ||||
| Inline 6 | 32101050 | ¥26,000 | ||||
| V6 | 32101060 | ¥39,000 | ||||
| Cylinder block Plateau horning (amount ~0.09mm) |
STD | 3 cylinder | 32102070 | ¥30,000 | ・Dummy head is assembled to the aluminium engine block. ・Crank cap bearing must be assembled to the aluminium engine block for the dummy head horning. ・We strongly recommend grinding and polishing of engine block for the greater accuracy of modification. ・Additional charge for the flat engines. |
|
| 4 cylinder | 32102010 | ¥33,000 | ||||
| 4 cylinder boxer | 32102090 | ¥38,000 | ||||
| Inline 6 | 32102030 | ¥48,000 | ||||
| V6 | 32102050 | ¥56,000 | ||||
| w/ dummy head | 3 cylinder | 32102080 | ¥39,000 | |||
| 4 cylinder | 32102020 | ¥43,000 | ||||
| 4 cylinder boxer | 32102100 | ¥58,000 | ||||
| Inline 6 | 32102040 | ¥60,000 | ||||
| V6 | 32102060 | ¥76,000 | ||||
| Cylinder block boring +Plateau horning (amount 0.1~3.5mm) |
STD | 3 cylinder | 32103090 | ¥43,000 | ・Dummy head is assembled to the aluminium engine block. ・Crank cap bearing must be assembled to the aluminium engine block for the dummy head horning. ・We strongly recommend grinding and polishing of engine block for the greater accuracy of modification. ・Additional charge for the flat engines. |
|
| 4 cylinder | 32103010 | ¥48,000 | ||||
| 4 cylinder boxer | 32103110 | ¥58,000 | ||||
| Inline 6 | 32103030 | ¥70,000 | ||||
| V6 | 32103050 | ¥94,000 | ||||
| RB22,24 | 32103070 | ¥73,000 | ||||
| w/ dummy head | 3 cylinder | 32103100 | ¥52,000 | |||
| 4 cylinder | 32103020 | ¥58,000 | ||||
| 4 cylinder boxer | 32103120 | ¥71,000 | ||||
| Inline 6 | 32103040 | ¥94,000 | ||||
| V6 | 32103060 | ¥110,000 | ||||
| RB22,24 | 32103080 | ¥85,000 | ||||
| Dummy head +Plateau horning(w/ dummy head) |
EJ20 | 32102110 | ¥58,000 | |||
| Dummy head +boring(w/ Dummy block) +Plateau horning |
EJ20 | 32103130 | ¥70,000 | |||
| Head studs assembly | SR20,RB20 RB25,RB26 4G63 |
32105010 | ¥7,000 | |||
| Crank cap bearing studs assembly |
SR20,RB20 RB25,RB26 4G63 |
32106010 | ¥7,000 | |||
| Cylinder block Modification for larger Con Rod (Bore up SR20 to 2.2L) ( Bore up RB20 to 2.4L) |
STD Con Rod |
SR20 | 32104020 | ¥38,000 | ・STD Con rod type Cylinder block4points、 crank cap bearing beam、 Baffle plate modification |
|
| H-beam Con Rod |
32104030 | ¥25,000 | ・H-beam Con Rod type Cylinder block1part、 Baffle plate modification |
|||
| RB26,25,20 | 32104010 | ¥30,000 | ? | |||
| 4G63 | 32104040 | ¥23,000 | ? | |||
| 2JZ-GTE (3.6L) | 32104050 | ¥58,000 | ? | |||
| 2JZ-GTE (3.4L) | 32104060 | ¥30,000 | ? | |||
| EJ25 | 32104070 | ¥12,000 | ||||
| Block bore measurement | 3 cylinder | 32107010 | ¥11,000 | |||
| 4 cylinder | 32107020 | ¥15,000 | ||||
| 4 cylinder boxer | 32107030 | ¥20,000 | ||||
| Inline 6 | 32107040 | ¥17,000 | ||||
| V6 | 32107050 | ¥20,000 | ||||
ダミーヘッド付きホーニング・ボ-リングHONING & BORING WITH DUMMY HEAD
|
ブロック単体でシリンダーホーニング、ボーリングや、計測を行っても、実際にボルトを締め付けて、シリンダーヘッドを取り付けた(組み立てた)状態になると、各部の変形によって0.01mm単位で数値や形状が変化していきます。 そのため、厳密にシリンダーホーニング、ボーリングを行う際は、ダミーヘッドおよび、ヘッドガスケットを取り付け、シリンダーヘッドを取り付けた状態を再現しなければなりません。 これによりホーニングおよび、ボーリングの加工精度と、その後のエンジン組付精度は著しく向上します。 However cylinder horning, boring, and measurement have performed to the single engine block, when cylinder head is attached and head bolt is actually assembled, numerical value and form of the engine block will be changed from modification or distortion of each part in 0.01mm degree. Therefore, in case cylinder horning and boring are performed strictly, the statement of the engine block that the head gasket and the cylinder head is attached, have to be reproduced by assembling dummy head and gasket. Thereby, the processing accuracy of horning and drilling, and the accuracy of subsequent engine assembly will be improved remarkably. |
プラトーホーニングとはPLATEAU HONING
|
一般のホーニングでは、シリンダー内壁面にクロスハッチの溝を付け、ここにオイルを溜めて摺動をスムーズにする方法がとられます。 しかしながら、その壁面は面粗度が大きくなり、ピストンリングと馴染まず、むしろピストン運動の抵抗となってしまいます。 TOMEIのプラトーホーニングは、このクロスハッチの状態から溝の頂部のみを研摩し、表面をフラットにするもので、これにより、オイルの保持をしつつ、フリクションロスを著しく低減することが可能です。 In general horning, crosshatch pattern is grooved to the surface of the wall of the cylinder to remaining oil for the smoother piston movement. However, in this method, roughness of the cylinder wall surface becomes larger and will not fit with the piston ring, but will become resistance of piston movement rather. Plateau horning of TOMEI can reduce friction loss remarkably by grinding off only the apex of the grooves from the crosshatch, making the surface of the cylinder wall flat while keeping oil between the grooves. |
